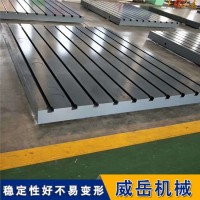






大型T型槽铸铁平台是超过我们铸造标准的铸铁平台.当动力T型槽铸铁平台超过我们的铸造流水线的标准时,我们工程师会建议厂家进行多块拼接,因为无论是在运输和铸造都是非常方便的,拼接在一起的铸铁平台也比整块的铁底板要耐用结实,好处不只一点?下面给大家详细的介绍.
铸造动力铸铁平台防止产生裂纹:大型T型槽铸铁平台金属型壁厚均匀、壁间过渡与连接要缓和、拐角处圆角适当等各方面的要求应比砂型铸造动力平板要严格一些;应将垂直相连的壁改为倾斜相连;对于T型槽铸铁平台结构上比较薄弱的部分应设筋、凸台等予以加强,以防铸造T型槽铸铁平台裂纹;应尽量减少有阻碍铸件收缩的凸台、筋、凸缘等突出部分;在大型T型槽铸铁平台上布置加强筋时,还应考虑到它对铸件收缩的影响。
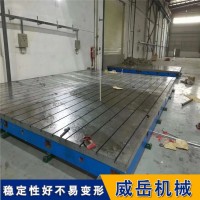
T型槽铸铁平台厂家生产的T型槽平台“槽”的制作工艺按照在铸铁平板的端面和上平面已经画好的加工线找正在装夹平板。用切用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,须粗刨和精刨两次刨出直角槽。
为防止灰铁基础T型槽铸铁平台产生白口,除从工艺上采取措施外,须使其壁厚不能过薄由于金属型散热快,因此金属型铸造大型基础平板的小壁厚应比砂型铸造的要大一些;平台内壁和内筋的厚度一般应取相连外壁厚的0.6~0.7,否则由于内壁冷得慢,在基础平台收缩时易在内外壁交接处产生裂纹。铸造动力T型槽铸铁平台时防止金属液产生浇不足、冷隔等问题:设计T型槽铸铁平台壁厚要适当不能过薄,特别是铸造T型槽铸铁平台,尺寸较大时更不能过薄;应避免大的水平面,因为它使得铸铁平板
在浇注时,金属液上升很慢,与空气接触的面大,易氧化,同时由于金属型散热快,金属液很快失去流动性,易造铁地板成浇不足、冷隔、夹渣等问题;动力T型槽铸铁平台的外形应尽量有流线型避免尖棱角与急据变化的连接等结构形状,以利于金属液的流动,这样也是为什么T型槽铸铁平台要分成几块小型的拼接使用的原因。http://www.chinaweiyue.com/
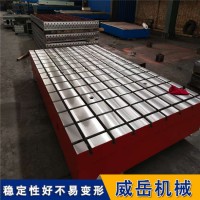
以上说明了为何T型槽铸铁平台要多块拼接在一起,以及这样拼接的好处.我们公司还有传动试验铁底板、电机试验铁底板、发动机试验铁地板、汽车零部件试验铁地板、传动试验铁地板、道路模拟试验铁地板疲劳试验铁地板汽车底盘试验铁地板、汽车车轿试验铁地板、汽车座椅试验铁地板、汽车悬架试验铁地板、液压模拟试验铁地板、汽车换挡模拟试验铁地板、汽车研发中试验铁地板、电机试验铁地板、液压模拟试验铁底板等产品,型号齐全,如果需要请来河北威岳参观考察。联系人威岳机械谢女士1-5-3-5-0-7-7-3-4-7-9
以上就是关于T型槽铸铁平台异型报价 板筋结构铸铁平台全部的内容,关注我们,带您了解更多相关内容。