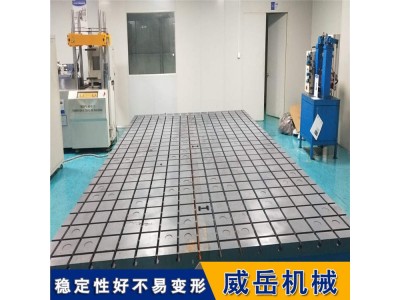



铸铁地板的铸造材质:铸造熔炼过程的控制,生产灰铸铁铸铁地板时严格控制人炉和人包材质的质量,对其成分、块度及理化性能按要求进行检查,孕育铸铁是一种片状石墨的灰铸铁,只是制造原理同普通铸铁不同,增加了孕育过程。在低碳、硅成份的铁水中加人适量的孕育剂,以其过度石墨化。检铸铁地板采用灰铸铁或球墨铸铁进行铸造,要使用灰铸铁获得合格的铸造坯件,经过碾砂-造型-熔炼-浇注-清理-检查节,要保证铸铁地板的质量控制好铸造过程中的各个环节。铸铁地板铸造造型过程的控制,造型过程控制是生成量具铸件的关键过程,直接影响量具铸件的质量。铸铁地板硬度为HB170-240,材质ht200-300。
铸铁地板粘土砂湿砂造型工艺:多年的生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲造型和静压造型化、自动化、高密度湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。铸铁地板树脂砂造型造芯工艺:通过开发无或少污染的粘结济、催化剂,研究与之配套的环保处理设备,应用和发展树脂自硬砂硬工艺、温芯盒法及壳型(芯)法。
铸铁地板水玻璃砂造型造芯工艺:研究水玻璃的净化及改性以提高其粘结性能,开发新型水玻璃砂旧砂回用工艺及设备,进一步推水玻璃砂在铸铁地板上的应用,铸造涂料:扩大和加强转移涂料、表面合金化涂料的应用领域和机理研究。
铸铁地板的研磨方法有两种:一、三板互研法,这种方法压砂的结果是,三块平台平面度都很好,三块铸铁地板的压砂效果基本一样,并且三块平台都可以经常压砂,但对修理技术要求较高。所谓三平台互研法是指三块平台相互之间依次互研,并且每块平台只能当下板两遍,实际遍。
两块板互研法,也叫子母板压法,这种方法是只用两块铸铁地板一上一下互研,用这种方法压砂结果是,两块平台的平面合,上面铸铁地板的平面度凹,下铸铁地板的平面度凸,并且下板的压砂效果要比上铸铁地板的好。由于上铸铁地板中间凹,不容易修理量块板,只用下板。缺点是下平台的凸起程度不易掌握,只能用一块平台。
铸铁地板表面的质量和精度以下分为三点:
1、刀迹要小,约3mm宽、6mm长,每刀都应该在点上,先在点前面落刀,在点中间用力下压,过点抬起,刮时要按点暗而分轻重,大的亮点全刮,中等点中间挑开,分成两个小点,小的黑点可以留着不刮,小的亮点轻轻刮掉,这样大刮研点变刮研点分成两个小点,原来的小刮研点变成大点,原来没有刮研点的地方也会出现点。
2、铸铁地板刮研的点越多,刀迹应越小,吃刀也较轻,但也不能太轻,不然刮研点不深,显示不明显,而且点容易磨掉。
3、细刮时应该注意温度的变化,如果铸铁地板的热处理做的很好,室温变化不大,那么铸铁地板基本不会产生变形,但的某一部分被太阳光直接晒着,或者附近有火炉等热源,那么铸铁地板会产生变形,细刮的目的在于增加表面精度,对尺寸的小,所以要注意刃口的锋利光滑,并跟铸铁地板倾角成5°。
联系人威岳机械谢女士15350773479
原文链接:http://www.jingke.org/caigou/show-104010.html,转载和复制请保留此链接。
以上就是关于铸铁地板三十年老厂报价 4米铸铁地板抗打击全部的内容,关注我们,带您了解更多相关内容。
以上就是关于铸铁地板三十年老厂报价 4米铸铁地板抗打击全部的内容,关注我们,带您了解更多相关内容。