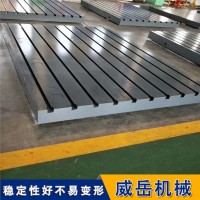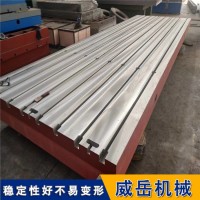

铸铁地板生产流程:制定生产计划,设计图纸,制作消失模-泡沫型,沙坑造型,浇注, 铸铁地板毛坯铸件进行回火,机床粗加工,进行二次回火去掉内应力,防止变形。铸铁地板进行机床精加工,平台外形尺寸到位,平面度要求高的铸铁地板进行人工刮研处理,处理平台的外观,并进行包装。
铸铁地板的技术要求:工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观问题。工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题,各种铸造表面应去掉型砂、且表面平整,涂漆牢固,在精度等级低于“00”级的焊接平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周度,在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔,设计吊装位置时应考虑尽量减少因吊装而动。根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。应采用细颗料的灰口铸铁或合金铸铁制造。铸铁地板工作面的硬度应为HB170-220。工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏不大于5um。
铸铁地板时的芯头实际承压面积须大于计算值,否则要采取提高承压能力的措施,如提高芯座强度(在芯座上垫铁等),安放芯撑,增加水平芯头长度,增设工艺孔,增加芯头等。以免芯头压坏芯座导致偏芯而铸件报废。对铸铁地板芯骨的要求:砂芯的骨架简称芯骨,芯骨的作用是提高砂芯的强度和刚度,保证砂芯在烘干、运输、下芯和浇注过程中不变形、不于大芯、形状复杂的芯、断面较薄的芯,芯骨显得别重要。芯骨保证砂芯有足强度、刚度的前提下本身应尽量简单、易于制造,小铸铁地板砂芯多用铁丝芯骨(事先退火弹性),中、大用铸铁芯骨。骨不应妨碍砂芯排气和阻碍铸件收缩,因此芯骨至砂芯表面须留有适当距离,吃砂量要够。清砂时,芯骨能完整取出,以便回用,降低成本。铸铁芯骨基础骨架的尺寸。有些芯骨须便于砂芯的吊运,并合及固定,因此应作出吊环等结构。
铸铁地板铸造毛坯后,要对铸件进行清砂处理,清砂形式有人工清砂及抛丸清砂,人工清砂费用低局部处理的不是很干净,而抛丸清砂则相反费用高,焊接平板表面清理的非常干净。铸铁地板时应注意事项:铸铁地板铸造碾砂进程的操控,型砂的性能将直接影响量具铸件的质量,因而,型砂大概具有杰出的透气性,湿强度、流动性让步性等。严厉依照加料次序:旧砂-新砂-粘土-煤粉-水,混碾时刻定在6~7min,混碾后进行约5h左右调匀。铸铁地板调匀后进行过筛用,使型砂具有松散性,以进步透气性、流动性等。
铸铁地板铸造浇注进程的操控,浇注前要对铸水进行孕育和扒渣处置。在浇注进程中要不断流、平稳,以防止铸铁地板冲砂而构成砂眼跑火时要及时堵住漏铸水的部位,并补足铸水,以削减冷隔、浇缺乏等缺点。铸铁平板铸造整理进程的操控,整理进程是量具铸件冷后从铸铁地板铸型中整理量具铸件,以取得外表无缺点的量具铸件。
联系人威岳机械谢女士15350773479
原文链接:http://www.jingke.org/caigou/show-103986.html,转载和复制请保留此链接。
以上就是关于匠心做工铸铁地板多款规格T型槽地板车间加厚款全部的内容,关注我们,带您了解更多相关内容。
以上就是关于匠心做工铸铁地板多款规格T型槽地板车间加厚款全部的内容,关注我们,带您了解更多相关内容。