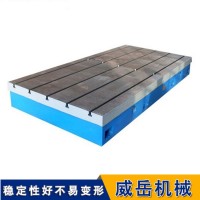

避免机床工作台铸件发生缩孔和缩松的基本出发点是依据该合金凝结特点和铸件结构,制定合理的铸造工艺来地控制凝结进程,使铸件在凝结进程中建立良好的补缩条件,尽或许使缩松转化为缩孔,并使缩孔移向铸件后凝结的地方。这样,在铸件后凝结的地方设置冒口,使缩孔集中于冒口中,或许把浇冒口开设在后凝结的地方直接补缩,即或获得无缺的铸件。
机床工作台铸型条件:机床工作台铸型钢度的大小将影响灰铁铁,特别是球墨铸铁结进程中型壁迁移的大小。铸型钢度因造型紧实度及铸型品种不同而异,应依据铸铁件的要求及实际生产状况,合理地挑选铸型品种,在或许的状况下,添加铸型的刚度,铸型散热条件。
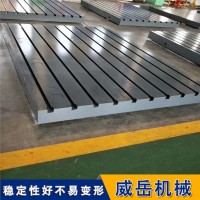
机床工作台是平面度要求很高的一种基础类东西,为了避免变形应该从支撑,吊装还有运用三个方面留意:机床工作台装置时将划线平板的各个支撑点用调整垫铁垫好、垫实,由技术人员将划线平板调整至合格精度。平板运用时要轻拿轻放工件,不要在机床工作台上移动比较粗糙的工件,以免对平板工作面形成磕碰、划伤等损坏。
机床工作台在吊装划线平板时为了避免发生的变形,要用四根相同长度的钢丝绳一起挂住划线平板上得四个起重孔,将机床工作台平稳吊装在运输东西上。将机床工作台支承点垫好、垫平,每个支撑点受力均匀,整个划线平板平稳。划线平板应装置在通风、枯燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
为了避免机床工作台整体变形,运用完毕后,要将工件从机床工作台上拿下来,避免工件长期对机床工作台重压形成机床工作台的变形。机床工作台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用机床工作台的外包装将机床工作台盖好,以避免平时不留意形成对机床工作台工作面的损伤。
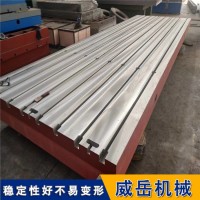
机床调整根据机床工作台的被加工外表与刀的相对位置,将横梁的高度调到适当的位置。将两个侧刀架的高度调到适合刨削平板两旁边面的位置。因铸铁平板的重量大,行程长,所以切削速度不宜挑选过高。要在运转中调整行程长短,并要求在作业行程开始时能使刀低速切入平板,在作业行程结束时能使刀低速切出铸铁平板。刀的挑选平头精刨刀。这种刀的切削刃较宽且平直,适合铸铁平板的精刨和半精刨用。
机床工作台的装夹:机床工作台的夹紧方法应按平板的外形情况而定。若铸铁平板的两头有台阶或凹槽,则可用压板在该处搭压。若工平板两头无法搭压板,可用斜铁或螺丝撑将平板夹紧。机床工作台安装在龙门刨床的两立柱之间,使机床工作台两旁边面与作业台的两旁边面之间的距离大致持平,并用画线盘找正铸铁平板的旁边面使其与作业台旁边面大致平行。粗加工时,因为铸铁平板的底面是毛坯面(粗基准),为了便于找正机床工作台的加工平面与作业台面平行,以及保护作业台面,应在机床工作台的四个角上放置等高的垫铁,应使平板四个角坐落同面。
联系人威岳机械谢女士15350773479
原文链接:http://www.jingke.org/caigou/show-103747.html,转载和复制请保留此链接。
以上就是关于浙江三米四米机床工作台蓝色外观1.5×3机床平台有质检报告全部的内容,关注我们,带您了解更多相关内容。
以上就是关于浙江三米四米机床工作台蓝色外观1.5×3机床平台有质检报告全部的内容,关注我们,带您了解更多相关内容。